
The steel story:
slab casting
Journalist Glen Humphries and photographer Sylvia Liber pull back the steel curtain and take you deep inside BlueScope's Port Kembla steelworks.


Peter Morris tipping rice hulls on top of the molten steel to help insulate it.

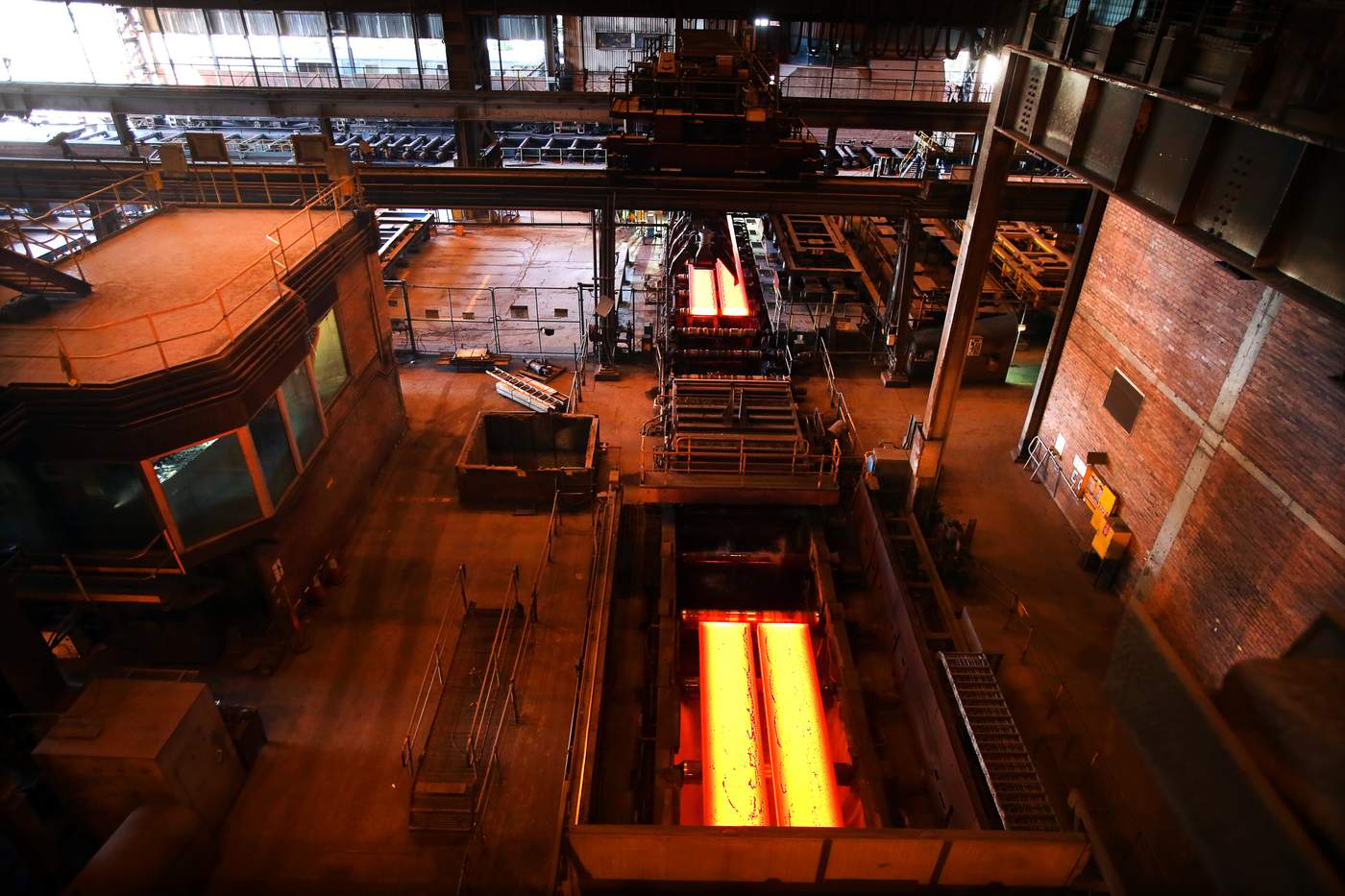
Freshly-made slabs roll out of the slab caster ahead of being cut to size by gas torches.
Slab caster asset manager Jeff Robinson with the gas torches in operation in the background.

The remnants of a ladle getting emptied after the steel has been delivered to the slab caster.

Workers in protective gear overseeing part of the slab casting process.

Greg James, Technical Coordinator for steel treatment with the vacuum degasser, which helps take impurities out of the molten steel.

Mark McKellar preparing a steel sample for testing in the labs.

Mark McKellar in the laboratory works on a sample of steel from the BOS.

Next Monday we look at how they handle huge slabs of steel.
