
The steel story: think zinc on coating line
Journalist Glen Humphries and photographer Sylvia Liber pull back the steel curtain and take you deep inside BlueScope's Port Kembla steelworks
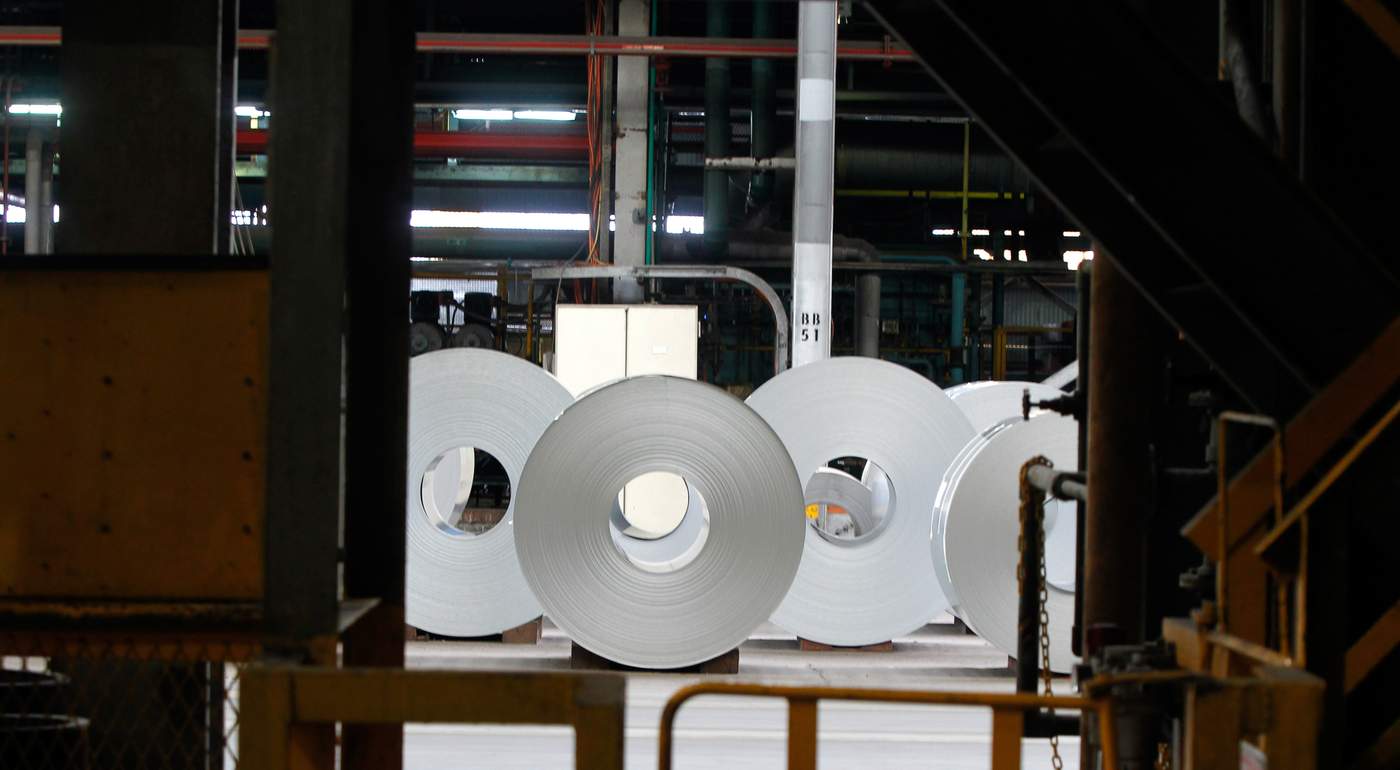

A freshly coated coil is rewound ahead of being delivered to the painting line - where it will be unwound yet again.

Tony Cook (left) prepares to tape down the end of a steel coil while Jimmy Ristevski mans the control panel.

Tony Cook (left) and Jimmy Ristevski preparing a steel coil to be moved into the coil field ahead of it being painted.

Coating lines manager Brett Tarrant stands in the accumulator, which runs underground for eight levels.

A steel coil being moved onto a stand so a crane can pick it up.

Next week : the final step- painting and dispatch
